|
|
|




















|
|


Ich bin online Chat Jetzt
Bescheinigung
Kalte Hochtemperaturlegierungen Zeichnensuns N14052 15x1.2mm
|
|
Produktdetails:
Zahlung und Versand AGB:
|






Ausführliche Produkt-Beschreibung
| Standard: | ASTM B166 | Oberfläche: | Bright&Block |
|---|---|---|---|
| Od: | 0.2~80mm | Wand: | 0.01~10mm |
| Länge: | 0.2~6000mm | Handwerk: | Kalte Zeichnung |
| Form: | Rohr | Allgemeiner Name: | FeNi52 |
| Anwendung: | Glasdichtung | Ni%: | 51.5~52.5 |
| Hervorheben: | 15x1.2mm Hochtemperaturlegierungen,Hochtemperaturlegierungen UNS N14052,Hochtemperaturlegierungen ASTM B166 |
||
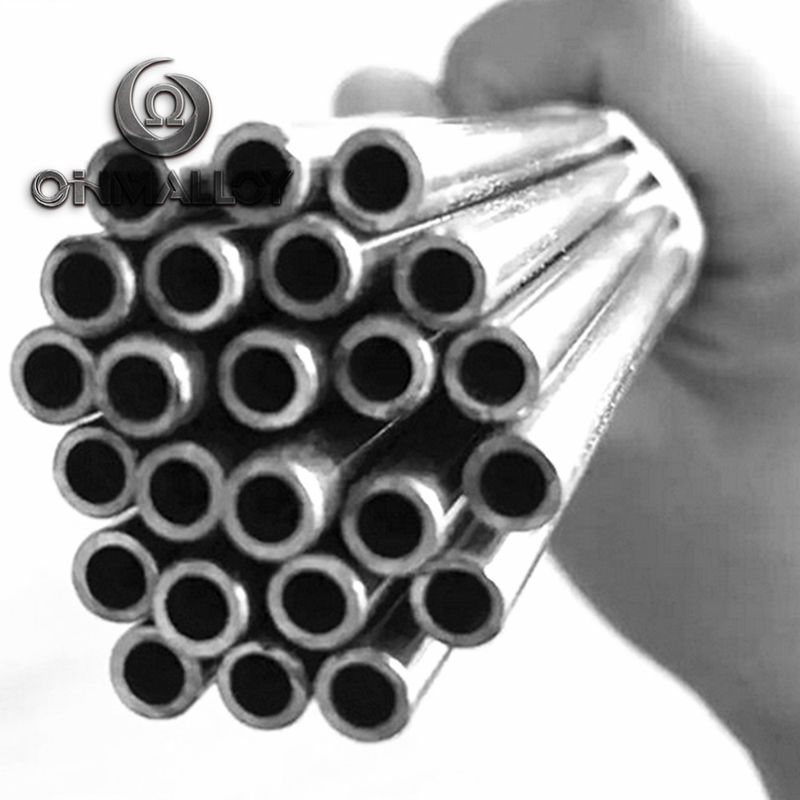
Rohr der kalten Zeichnungs-UNS N14052 Alloy52/Rohr 15x 1.2mm für die Glasdichtung produziert durch ASTM F30
Produkt-Beschreibung
Die örtlich festgelegte Expansionslegierung des Eisennickels ist eine Reihe örtlich festgelegte Expansionslegierungen, die mit weichem Glas und Keramik mit verschiedenen Expansionskoeffizienten in einer gegebenen Temperaturspanne zusammengebracht werden können, indem man den Nickelinhalt justiert. Der Expansionskoeffizient und die Curie-Temperatur-Zunahme mit dem Anstieg des Nickelinhalts. Dieses Kombinationsgold ist ein weitverbreitetes versiegelndes Strukturmaterial in der elektrischen Vakuumindustrie
Chemische Zusammensetzung
| Grad | C% | P% | S% | Mn% | Si% | Cu% | Cr% | Mo% | Ni% | Co% | Fe% |
| Alloy52 | Maximales 0,05 | Maximales 0,020 | Maximales 0,020 | Maximales 0,80 | Maximales 0,30 | / | / | / | 51.5~52.5 | / | Bal. |
Spezifikationen
| Grad | Allgemeiner Name | Allgemeiner Name |
| Legierung | Vacodil520 | NILO 52 |
Physikalische Eigenschaften
| Grad | Dichte | Widerstandskraft |
| Kovar | 8,25 g/cm3 | 0,43 |
![]()
Korngröße von Alloy52
Die Korngröße der Legierung, die Gurt tiefzieht, sollte nicht sein weniger als gerade 7, und die Korngröße kleiner als Niveau 7 sollte 10% des Bereichs nicht übersteigen. Wenn die durchschnittliche Korngröße des Streifens mit einer Stärke von weniger als 0.13mm geschätzt wird, sollte die Anzahl von Körnern entlang der Stärke des Streifens keine sein weniger als 8.
Schweißende Leistung von Alloy52
Das kombinierte Gold hat gutes, Leistung schweißend und kann bronziert werden und beschmutzen geschweißt. Die Kombination des Goldes und des weichen Glases sollte vor-oxidiert werden, bevor man versiegelt.
Ausdehnungskoeffizient
| Legierung | Linearer Ausdehnungskoeffizient a, 10-6/°C | |||||||
| 20-200°C | 20-300°C | 20-350°C | 20-450°C | 20-500°C | 20-600°C | 20-700°C | 20-800°C | |
| Kovar | 10,4 | 10,2 | 10,3 | 10,3 | 10,3 | 10,8 | / | / |
Wärmebehandlung für Alloy52
(1) wird Entspannungsausglühen, zwecks die Eigenspannung von Teilen, nach der maschinellen Bearbeitung, Entspannungsausglühen, zu beseitigen angefordert: 430~540℃, Hitzebewahrung 1~2h, abkühlender oder Luftkühlung Ofen. [1]
(2) Zwischenausglühen zwecks das Arbeitsverdichtungsphänomen beseitigen verursacht durch die Legierung bei dem Kaltwalzen, kalter Zeichnung und kalten dem Stempeln, zum der anhaltenden Verarbeitung zu erleichtern. Das Werkstück muss zu 700~800℃ in einem Vakuum oder in einem Schutzgas für 30~60min, dann der Ofen, der abgekühlt werden, die Luft, die abgekühlt werden oder das gelöschte Wasser erhitzt werden.
(3) Vor-Oxidationsbehandlung, wenn das kombinierte Gold als Dichtmasse benutzt wird, sollte es vor-oxidiert werden, bevor man versiegelt. Eine Uniform und eine dichte Oxidschicht wird auf der Oberfläche der Legierung gebildet. Die Teile werden in gesättigtem nass Wasserstoff an 1100°C für 30 Minuten erhitzt und oxidiert dann in der Luft an ungefähr 800°C für 5-10 Minuten. Die Gewichtszunahme der Teile sollte 0.1~0.3mg/cm2 sein
Unternehmensprofil
![]()
Kunden-Fotos
![]()
Ausstellung
![]()
Produktionsverfahren
![]()
Prüfungsequirement
![]()
![]()
Versand
![]()
Treten Sie mit uns in Verbindung
![]()
Kontaktdaten
Ohmalloy Material Co.,Ltd
Ansprechpartner: Jully
Telefon: +8617301602658
Senden Sie Ihre Anfrage direkt an uns
Mehr Hochtemperaturlegierungen
-
Legierungs-Stange Inconel625 NiCr22Mo9Nb Rod High Temperature Corrosion Resistance
-
Inconel 625 / UNS N06625 Präzisionslegierungsdraht | Korrosions- und hitzebeständige Nickellegierung
-
GH3030 Nickellegierungsblech und -folie für hochtemperaturbeständige Korrosion und gute Plastizität für Luftfahrtzubehör
-
Aerospace Grade Inconel X-750 Wire (UNS N07750 ) Creep-Resistant Nickel Alloy for High-Temperature Springs
-
X 750 Inconel 600 Nickellegierungsdraht 601 Preis Bar Inconel600
-
Ag50Cu50 Legierungsstreifen mit hoher Leitfähigkeit und Oxidationsbeständigkeit